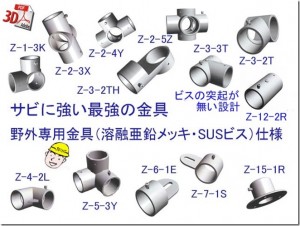
野外専用金具の特徴

写真をクリックして3D-PDFをダウンロードしてご覧ください。
Z-1-3K (3D-PDF) をダウンロード
Z-2-3X (3-PDF)をダウンロード

Z-2-4Y (3D-PDF)をダウンロード

3D-PDF

Z-2-5Z (3D-PDF)をダウンロード

Z-3-2T (3D-PDF)をダウンロード

Z-3-3T (3D-PDF)をダウンロード

Z-3-2TH 単体1個 (3D-PDF)をダウンロード

Z-3-2TH(SET) 1組2個セット (3D-PDF)をダウンロード
")
Z-4-2L (3D-PDF)をダウンロード

Z-5-3Y (3D-PDF)をダウンロード

Z-6-1E (3D-PDF)をダウンロード

Z-7-1S (3D-PDF)をダウンロード

Z-12-2R (3D-PDF)をダウンロード

Z-15-1R (3D-PDF)をダウンロード

サビに強い最強の金具

野外専用金具と縦パイプ内水滴侵入防止の防滴パッキング

溶融亜鉛鍍金ダレは不良ではございません。
溶融亜鉛鍍金ダレは鍍金作業工程上ダレは多少発生致します、外観は凸凹なりますが鍍金層が厚く、サビの発生を強く抑える為にサンダー等での削り作業はしておりません。パイプ接続の挿入検査は全品実施しております。
鍍金ダレについて

溶融亜鉛めっきの加工工程(日本溶融亜鉛鍍金協会HP抜粋)

脱脂
めっき素材を、加温した苛性ソーダ水溶液に漬けて、表面に付いている油脂類などの汚れを完全に除去します。
2 水洗
素材表面に付着している脱脂液を洗い流します。
3 酸洗
めっき素材を塩酸または硫酸水溶液に漬けて、表面のさび、スケールなどの酸化物を除去し、鉄素地を露出させます。
4 水洗
素地表面に付着している酸洗液を洗い流します。
5 フラックス処理
酸洗後のさびの発生を抑え、鉄と亜鉛の合金反応を促進させるため、加熱した塩化亜鉛アンモニウム水溶液(フラックス)に漬けて、素地表面にフラックス皮膜を形成させます。
6 乾燥
亜鉛の飛散(スプラッシュ)を抑えるために乾燥させます。
7 めっき
めっき素材を、溶融した亜鉛浴の中に漬けてめっき皮膜を形成させます。
めっき素材の材質や形状寸法などに応じて最適のめっき条件を選択します。
8 冷却
めっきされた製品を温水で冷却します。この冷却によって、鉄と亜鉛の合金層の成長を抑えます。
野外タイプの種類を順次追加致します。